
Omar Maxiem 1530
Waterjet Cutting Services in CT








Waterjet Cutting And Abrasive Water Jet Cutting
Is Waterjet cutting and Abrasive Waterjet cutting the same? No – not really, but through some simple research we have ascertained that the common laymen’s terminology for abrasive waterjet cutting has been truncated to “waterjet” cutting. Pure water only waterjet systems are very capable of cutting operations without abrasive….but…..they are extremely limited to what they can actually process. Abrasives are added to the waterjet systems to enhance the ability to process much harder, much more dense materials such as metals, ceramics, super alloys, granite, the list goes on and on………virtually any material. EZ Welding waterjet facilities utilize Abrasive Waterjet Cutting machines, which have an output of 55,000 psi. Machine can operate as Waterjet cutting systems, or as Abrasive Waterjet Cutting Systems. Our Waterjet Cutting Machine are large gantry waterjet cutting machine that are CNC controlled with a fully articulated wrist and can accommodate pieces up to 120″ x 72″. Our flat sheet, head Waterjet Cutting Machine can accommodate pieces up to 144″ x 96″ and can accommodate cutting two 4′ x 8′ sheets at the same time making it an ideal production ready system. Our Waterjet Cutting Services can process virtually any material quickly and leaves a smooth finish that meets aerospace standards. Utilized in the production of components as thin as aerospace titanium to as thick as military armament, EZ Welding can handle any waterjet cutting production challenge.
About Waterjet Cutting
A Waterjet Cutting is a process that employs high-pressure water with garnet (abrasive waterjet cutting) in suspension as the cutting medium. Some of the advantages customers receive from using Abrasive Water Jet Cutting include: 5-axis control No heat input and no recast Ideal for non-metallic materials and super-alloys Thick cross sections (up to 3″ in Steel,, 4” in Titanium 6″ in Aluminum) Fast and accurate Highly repeatable The Value Of Water Jet Cutting
Benefits of Water Jet Cutting: Water Jet Cutting creates superior edge quality Typical finishes 125-250 microns – Q1 through Q5 Dependent upon materials and thickness Reduced need for secondary finishing No cutter-induced distortion Low cutting forces on workpiece Limited tooling requirements Little to no cutting burr Small kerf size (.020″-.045″) reduces material scrap Water Jet Cutting preserves metallurgical integrity No heat-affected zone Localizes structural changes No cutter-induced metal contamination Eliminates thermal distortion Water Jet Cutting can perform composite cutting – nonmetallic Minimal delimitation of edge cut surfaces No fraying of edge cut surfaces No thermally induced cracking No splintering Water Jet Cutting creates smooth cuts No slag or cutting dross Water Jet Cutting is omnidirectional Precise multiplane cutting of contours, shapes, and bevels of any angle
Limitations of Water Jet Cutting Cannot drill flat bottom, “non-through” holes Cannot cut materials that degrade quickly with moisture Surface finish degrades at higher cut speeds, which are frequently used for rough cutting Abrasive Waterjet Typical Finishes
Waterjet cutting services Excellent Edge Finish Light Striations Minimal Edge Taper Water jet cutting Good Edge Finish Limited Striations Waterjet cutting services Clean Cut Moderate Bottom Striations Water jet cutting Through Cut Severe Bottom Striations Waterjet cutting Separation Cut Requires Force to Separate Waterjet Comparative Cutting Rates Comparative Cutting Rates The Waterjet Cutting Process
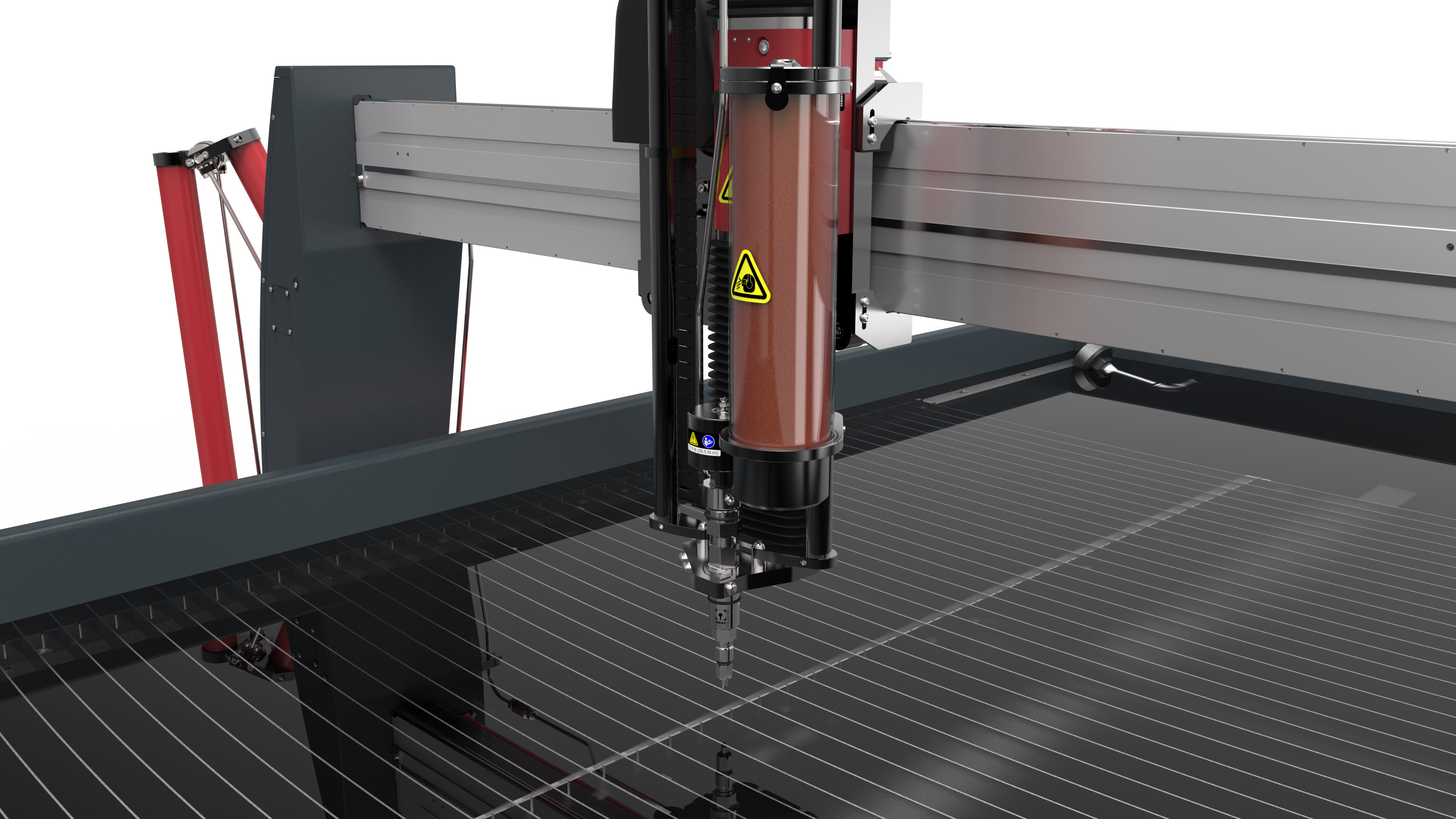
High-pressure water as a work tool has reached the machine tool industry with great benefits. The Abrasive Waterjet Cutting process is controlled with CNC programming and can hold tolerances normally associated with Laser Cutting. Our Abrasive Waterjet Cutting system has 5-axis controls, allowing for complex geometries, as well as flat sheet processing capabilities. The Abrasive Waterjet Cutting system operates at a maximum pressure of 55,000 psi (technology is allowing for the introduction of higher pressure capabilities), flowing through a ceramic orifice and mixing tube. The pressures required to operate the Waterjet Cutting (and abrasive water jet system) system are generated through high-pressure intensifiers (pumps) and high-pressure attenuators (smoothening the peaks and valleys of the pumps). The orifice finely focuses the water stream to a pinpoint, creating an intense water stream projection. The Abrasive Waterjet Cutting system’s mixing tube facilitates the introduction of a cutting media; typically the abrasive material is garnet. The combination of expulsion from the nozzle at speeds reaching 2.5 times the speed of sound, and the near homogenous mixture of abrasive and water, creates an extremely powerful cutting device. Waterjet Cutting Process HOW IT WORKS The Waterjet Cutting process is not a thermal process and therefore does not introduce recast, remelt, or heat-related distortion. This attribute of Abrasive Waterjet Cutting creates a tremendous value for subsequent operations, with little finishing needed.
Materials
Almost any material, hard or soft, can be cut by waterjet: Aluminum, Stainless Steel, Copper, Nylon, Steel, Acetal, Polycarbonate, Polystyrene, Fiberglass, Brass, Carbon fiber, PTFE, Titanium, ABS, PVC, Sterling Silver, Spring Steel, Bronze, Rubber, Foam, Marble, Laminates, Gasket material, Granite. Ceramics, etc. Very few materials are impractical including some types of glass and some types of wo
Our WATER JET communicate with many forms of CAD software such as .DXF and .PDF
We also have the capability to export to other file types, to CAD software.
Prices
Water jet cutting prices are different for each individual job. The price is determined by the time it takes to complete a job. There are several factors that determine how the time is calculated.
Drawing: Depends on who is supplying the drawing / design, us or you. Material: Depends on who is supplying the material, us or you. Material type: Different materials require different amounts of time to cut. Material thickness: Typically the thicker the material, the longer to cut.
Quote Information
In order to receive a proper quote, we will need to provide the following information:
- CAD drawing or design: For best results please supply a .DWG or .DXF file. Also .PDF and .JPG are acceptable but not ideal. DraftSight is a great free CAD program that we can easily import into our water jet machine CAD program.
- Material supply: Specify how the material will be required. Do you have it or do you need our assistance?
- Material type: For each individual drawing / design specify the material that will be used.
- Material thickness: For each individual drawing / design specify the thickness of the material that will be used.